
WRX 3Dプリンター 車内で使用するフィラメントの材質について(耐熱温度)

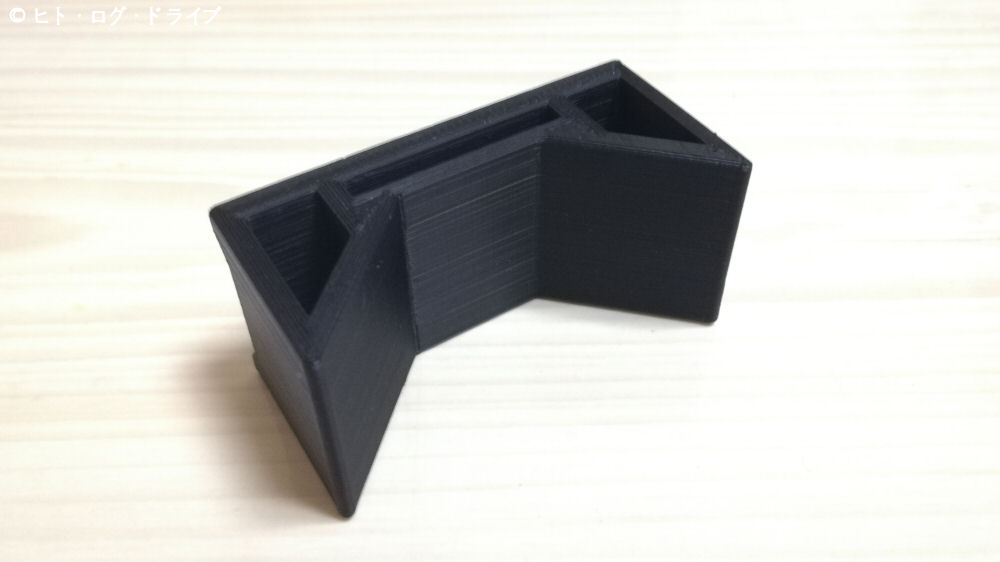
以前、WRXで使用している追加メーター(DIN3メーター)に、上記の様な部品を3Dプリンターで作成して取り付けました。形としては満足出来る物になり、その後も特に問題もなく使用出来ていましたが、最近になってメーターの取り付け角度がズレて来ている事に気が付きました。アクションカムの取り付け方法を流用し、ネジで取り付け角度の調整をしていたので、単純にそのネジが緩んだのかと思ったのですが、その状況は思いのほか重大でした。
メーター(部品)の状況

ネジを締め直そうと部品を見てみると、一瞬目を疑う様な状況になっていました。現在は7月末ですが、梅雨入り前に数日とても暑い日があり、ダッシュボードへの直射日光による温度の上昇で部品が変形してしまった様です。部品作成に使用したフィラメントの材質はPETGで、確かに作成前に少し心配もあったのですが、ここまで曲がるとは思っていませんでした。
ただしセンターコンソールやキーシリンダーの位置に付けた、その他の作成部品類は一切曲がったり変形したりしていません。やはりダッシュボード周辺が一番高温になるという事が実証出来た形になってしまいました。普段夏場で車に乗らない時には、フロントガラスにサンシェードも付けていますが、この時はまだ付けていませんでした。

ちなみにその後は作成した部品は全て外し、ホームセンターで購入したステンレスのアングル部品を使用した、当初の形に一旦戻しました。DIN3メーターまで変形しなかったのは「製品」として当然ですが、やはりちゃんと適した材質を使用しないとダメだと痛感しました。

フィラメントの材質を変える
これまで3Dプリンターで使用してきた材質はPLAとPETGのみです。PLAは扱いやすいのですが、耐衝撃性や耐熱性があまりありません。それらを考えるとABSなのですが、ABSは3Dプリンターでの作成時に反りが出やすかったり、収縮も大きいというイメージがあったので、代わりとしてPETGを使用してきました。PETGはABSに比べると若干耐衝撃性や耐熱性は劣りますが、その分反りや収縮は抑えられていて、バランスの良い材質という印象を持っています。

上記は「ポリメーカー社」のサイトですが、各種材料についての比較表も掲載されています。その中で耐熱温度ではありませんが、「軟化温度」についてのページを見るとPETGは84℃、ABSは104℃になっています(ちなみにPLAは63℃)。メーカーによってそれぞれの温度は異なりますが、概ねその差は同じ程度と思われます。

今回は上記の「3DHERO」ブランドのABSフィラメントを購入しました。これを選択した理由は単に安かったという点が大きいのですが、Amazonのレビュー内で私と同じ3Dプリンターを使用している方が居て、その方の評価も良く、とても参考になった点もあります。※現在上記「3DHERO」ブランドのフィラメントは、Amazon等では見つかりません。他のブランドを含めて安定的に購入出来るフィラメントも少ない事は少々残念です。
テスト用部品のプリント
フィラメントの材質を変更すると、当然3Dプリンターでの設定の変更が必要になります。またメーターブラケットをABSで再制作しても再び変形してしまっては意味が無いので、まずはテストプリントと実験を兼ねた部品を作る事にしました。これまでのPETGではノズル温度240℃、テーブル温度50℃+マスキングテープで、速度は初期レイヤー15mm/s、以降30mm/sとしていました。とりあえず状況が分からないので同じ条件のままABSでプリントを行ってみました。
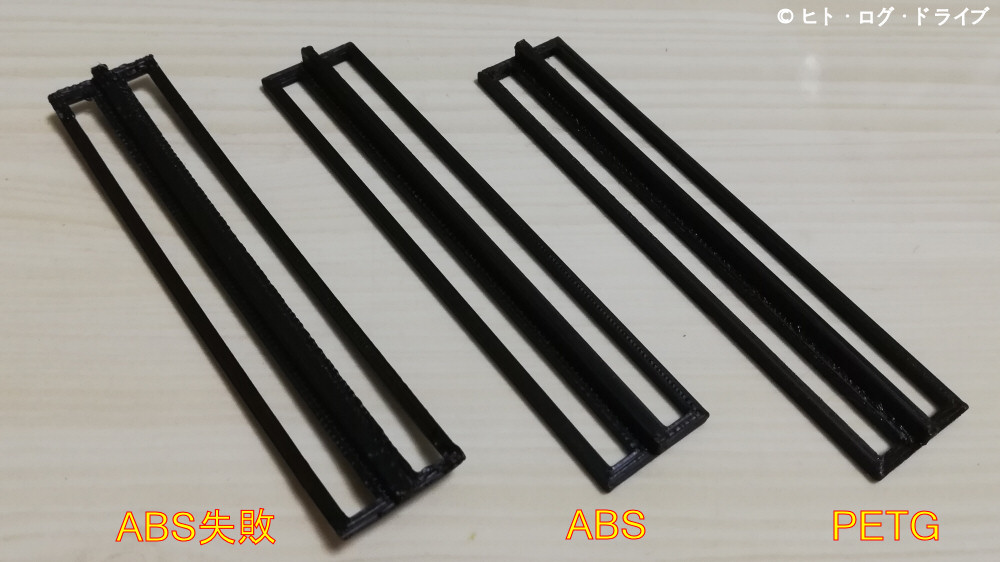
結果は同じ条件でのPETGに比べ盛大に反ってしまいました。マスキングテープはむしろ逆効果な様子だったので止め、テーブル温度を90℃+「スティックのり」にすると全く反らずにプリント出来ました。ちなみにテーブル温度が100℃だとABSが固まり切らない様子で、プリント中にペラペラと浮き上がってきてしまいました。
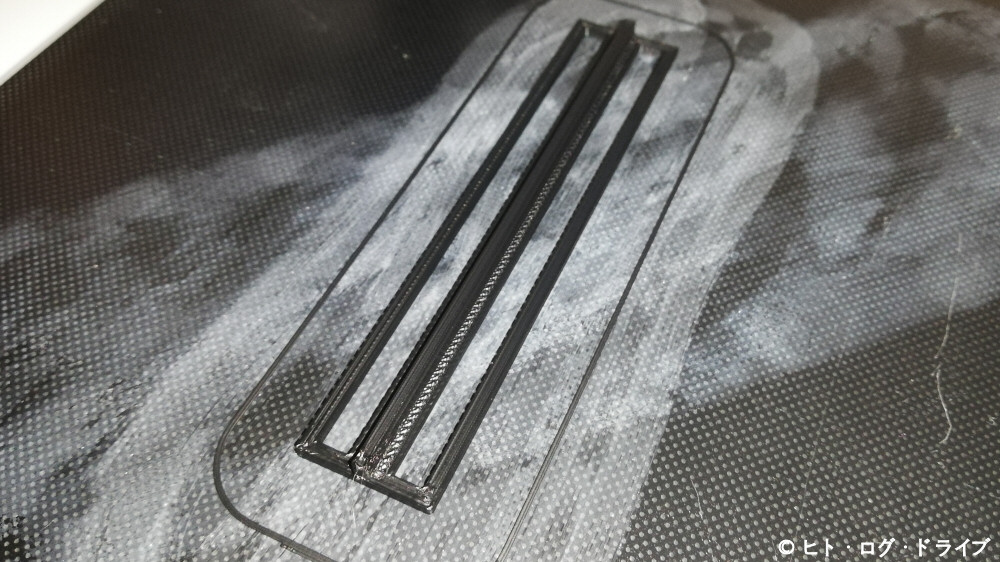
ABSでのプリントの完了時は、手では剥がせないほど強固にテーブルに付いていました。その為に金属製の「ヘラ」も用意してあるのですが、テーブルに傷を付けそうでなかなか使えません。どうしようかと思っていると突然パキッと音がして勝手にテーブルから外れました。どうやらテーブルの加熱が止まって冷えた事でABSが収縮し、その力で剥がれた様子です。ちょっと驚きました。
マスキングテープはテーブルを汚さなかったり、テーブルにヒーター機能が無い場合は密着力を上げる効果がありますが、テープそのものの粘着力の限界もあるのでPETGでもサイズの大きい物は反りに負けて浮いてしまいます。スティックのりは直接テーブルとの密着力が上がりますが、上記の様に汚れ、その後にアルコール等で拭いても残ってしまいます。私の使用している3Dプリンターのテーブルが細かい凹凸のあるタイプである事もその理由ですが。

マスキングテープは上記を使用しています。近所のホームセンターでは置いてないのが残念です。ホームセンターで売っているその他の物も試しましたが、粘着力が弱かったり幅も100mmといった物は無いので、やはり上記の物が使い易いです。連続使用温度も120℃となっています。ただしマスキングテープの利用は先の通り使用するフィラメントの材質にもよります。
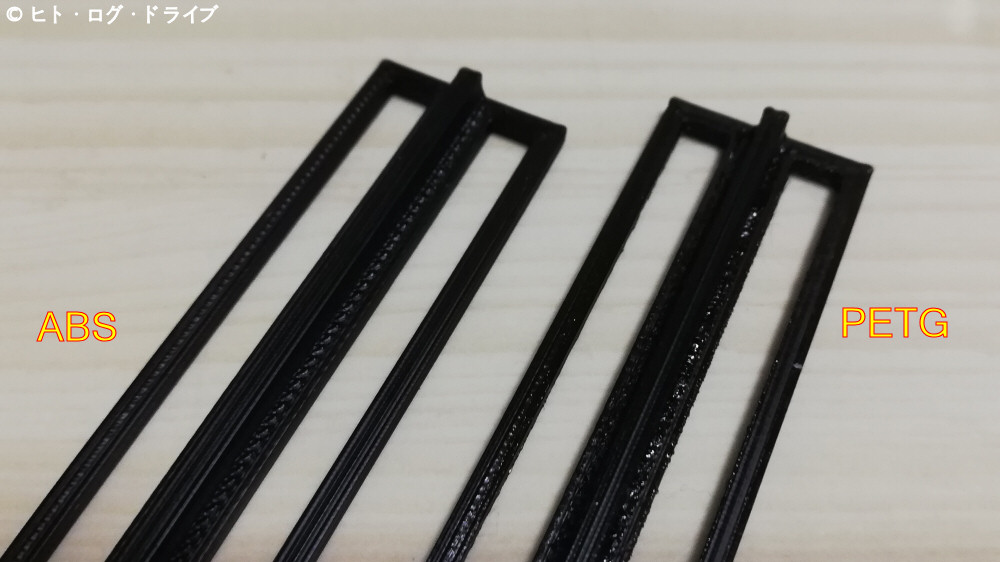
出来上がったABSとPETGを見比べるとPETGはかなり光沢があるのに対し、ABSはほとんどありません。また「カド」もABSの方がしっかりと出ている印象です。弾力性は今回の部品ではあまり差は感じませんが、収縮は僅かにABSの方があります。ただしPETGはどちらかというと「膨張」の様な気がするので、設計寸法に対してのズレからするとABSの方がその差は少なく感じます(正確には測っていません)。

さて、テストプリントは完了したので、次はPETGとABSの2つの部品を実際に車のダッシュボード上に置き、私が車に乗らない平日の間にどれくらいの変形が発生するのか実験を行ってみます。
実験結果


ある意味、期待通りの結果となりました。車内に置いていた日数は約1週間ですが梅雨明け前後だったので、晴れて気温が上がった日は2,3日だったと思います(気温は30℃を少し超える程度)。PETGの方はダッシュボードの形状に合わせて垂れる様になっていました。先の軟化温度で「PETGは84℃、ABSは104℃」だったので、ABSももしかしたら危ないかもしれないと思っていましたが、形状に変化は見られませんでした。
ただし現在、気温が35℃を超える日も出てきたので、この様な気温ではABSもどうなるのか分かりません。ABSは引き続き、そのまま置いておけば良かったのかもしれません、また改めて試してみようと思います。従ってABSによるメーターブラケットの再制作もまだ行っていません。
2019年8月9日追記

その後、ABS側の部品を再びダッシュボード上に3日間置いておきました。気温は3日間とも35℃以上、37℃に達した日もありましたが、ABSには見た目上で変形した様子はありませんでした。これであればメーターブラケットの再制作をして取り付けても大丈夫かと思います。ただしこの炎天下では車内で作業するには危険な状況です。
おまけ

上記はこれまで使用している「SUNLU」ブランドのPETGフィラメントですが、今回購入した「3D Hero」ブランドのABSフィラメントと似ている点があるなぁと思い、見比べてみました。

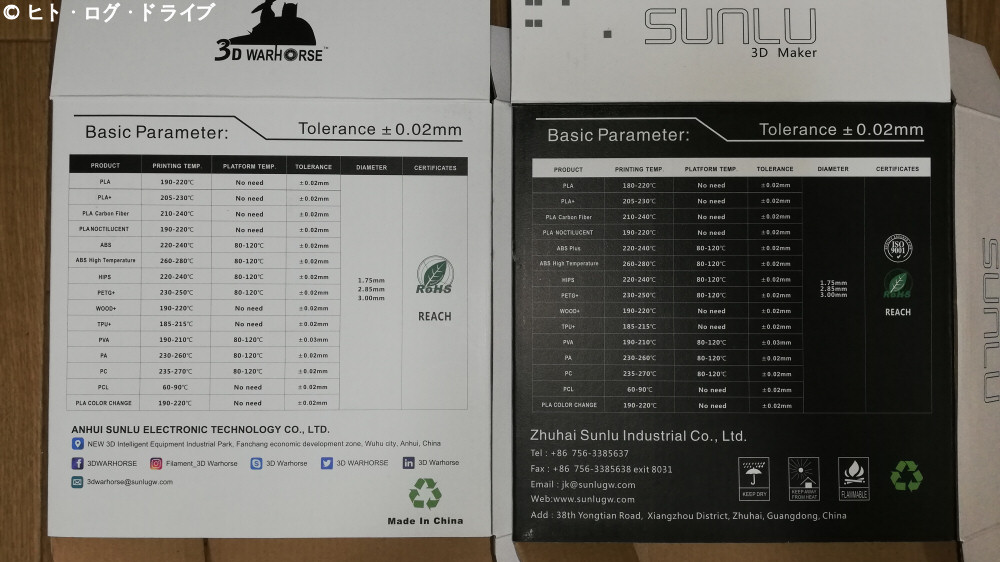

結局、製造元は同じなのでしょうか?会社名や住所は異なりますが、3DHero側の会社名にも「SUNLU」があり、メールアドレスのドメインは同じなんですね。同じ材質でその時に安い方を購入してもプリント条件が変わらないのであれば、それは逆に良い事にもなりますが。
2020年7月追記
「3D Hero」ブランドのABSフィラメントの購入後、通常の部品製作もABSを使用する様になりました。徐々に条件を変えていき、現在のABSの印刷設定は、ノズル245℃・テーブル90℃・スピード30mm/s(初期15mm/s)・冷却無し・レイヤー高さ0.25mm(初期0.2mm)等です。保温の為にプリンター周りを囲う事もしていませんが、上記の様に非常に綺麗にプリントが出来ています。薄手(1~2mm)で高さのある物は反りが出たり、途中で割れが起きる事がありますが、ブロック状の物は失敗も無く寸法が安定していて使い易いと感じます。
そして現在はこの「3D Hero」のABSも残り少なくなり、次の材質は何にしようかと悩みましたが、引き続きABSを購入しました。ただし最近は同じブランドでのフィラメントの入手が難しくなった気がします。Amazonでも「3D Hero」や「SUNLU」のフィラメントがなかなか無く、最近になってやっと見掛けるようになりました。

今回の購入時には「3D Hero」ブランドのABSがありましたが、欲しい黒色が無く、逆に「SUNLU」にあったので戻った形です。箱にコストダウンの変更が見られますが、先の通り製造元が同じであれば問題は無いと期待しています。

中身(材質以外)はまったく変わっていない印象です。
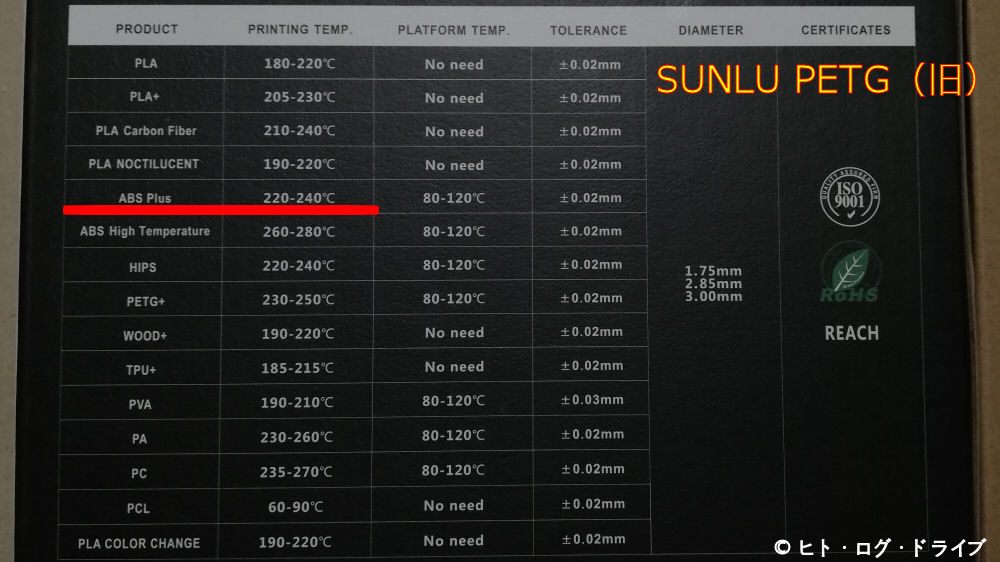

ただし箱裏面の各条件で、特にテーブルの温度が変わっていました(2020年7月現在)。これまでは加熱は必要無い条件が多かったのが、「加熱しない場合は接着剤が必要(Glue required if not heated)」となっています。接着剤とは何を指しているのか不明ですが、私は加熱に加えスティックのり(強力タイプ)も使用しています。またこれまでABS plusでも220-240℃だったのが、通常のABSで230-270℃になっています(plusの違いは分かりませんが)。
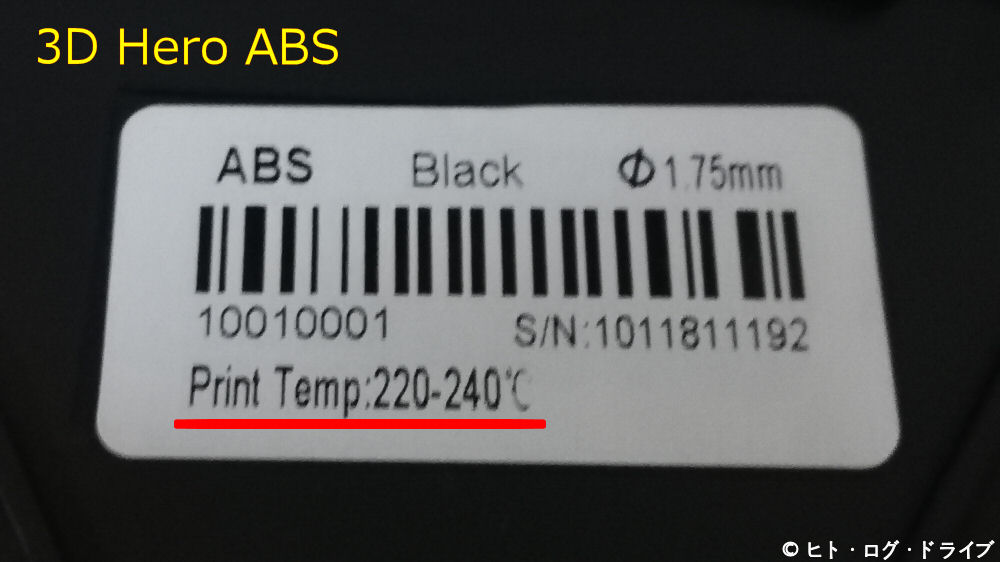
上記は3D HeroブランドのABS(前回購入)で220-240℃になっています。現在は245℃でプリントしていますが270℃は私のプリンターの仕様上、ちょっと厳しい気がします。なんとか同じ条件でプリント出来る事を期待します。
「3Dプリンター」関連記事
以下は「3Dプリンター」タグの記事一覧です(投稿順)。現在の記事とこれ以降に投稿した記事も含みます。
- 3Dプリンター「JGAurora A3S」を購入
- 3Dプリンター「JGAurora A3S」各部の様子とバージョン
- 3Dプリンター「JGAurora A3S」を組み立てる
- 3Dプリンター「JGAurora A3S」で使用するPC用ソフト(スライスソフト)について
- 3Dプリンター「JGAurora A3S」で初めてのプリント
- WRX 3Dプリンターでウイングスタビライザーを作る その1 型取りと図面化
- WRX 3Dプリンターでウイングスタビライザーを作る その2 2D-CADで描いた部品のプリント
- 3Dプリンター「JGAurora A3S」のファームウェアをアップデートする
- 3Dプリンター「JGAurora A3S」のLCDパネルのファームウェアをアップデートする
- WRX 3Dプリンターでウイングスタビライザーを作る その3 全体形状とPETGフィラメント
- WRX 3Dプリンターでウイングスタビライザーを作る その4 正式な部品の図面化と反り対策
- WRX 3Dプリンターでウイングスタビライザーを作る その5 正式な部品の完成
- WRX 3Dプリンターでウイングスタビライザーを作る その6 正式な部品での確認と結果
- WRX 3Dプリンターでメーターブラケットを作る
- WRX 3Dプリンターでウイングスタビライザーを作る その7 再検討と再作成
- WRX 3Dプリンターでウイングスタビライザーを作る その8 表面の補修とPETGへの塗装
- WRX SONY FDR-X3000とHDR-AS100VにND(減光)フィルターを付ける
- WRX センターパネル(ナビパネル)下のスペースを埋める その1 準備編
- WRX センターパネル(ナビパネル)下のスペースを埋める その2 設置編
- WRX センターパネル(ナビパネル)下のスペースを埋める その3 改良編
- WRX SONY HDR-AS100Vの自作マウント部品とその他の部品
- WRX SONY FDR-X3000とHDR-AS100VにPL(偏光)フィルターを付ける
- WRX 3Dプリンター 車内で使用するフィラメントの材質について(耐熱温度)
- 3Dプリンター「JGAurora A3S」のメンテナンスをする
- WRX 風力式のエアコンオートルーバーを作る